NVRBE Vacuum Pump
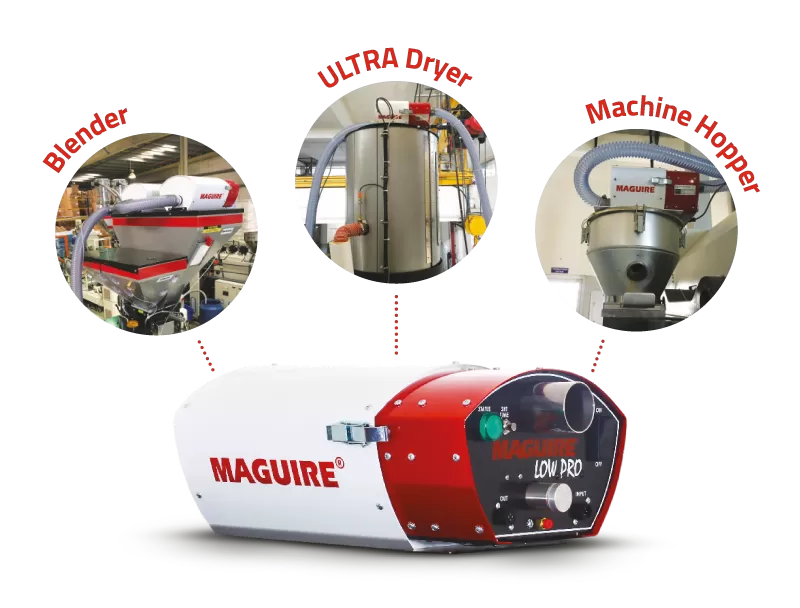
Conveying of raw materials from material storage to blenders, dryers or machine hoppers.
- Compatible with Maguire LowPro receivers
- Distribute materials from silos, surge bins, blenders or drying hoppers
- Clear-vu design for ease of use
Vacuum Pump Operation
Vacuum Pump Operation
Vacuum pump for conveying plastic raw materials from material storage to blenders, dryers or machine hoppers.
Multiple vacuum power units may be used in one system.
Clear Filter Bowl
- Clear-vu design for ease of use.
- Allows user to easily see when cleaning is required.
Filter Safety Switch
- Provides trouble free operation by minimizing internal dust contamination.
- A filter interlock switch initiates an alarm and the blower will not operate without the filter element in place or if the filter becomes clogged.
Quiet Operation
- Operates more quietly than positive displacement pumps.
Pressure Differential Switch
- The NVRBE pump is equipped with a clogged filter sensor.
- If the filter is clogged over 90%, the blower will stop.
Temperature Safety Switch
- Avoids overheating of the blower by monitoring blower temperature.
- When limit is exceeded, the temperature switch opens an air bypass valve to cool down the blower.
- The NVRBE vacuum pump will run in a no-load state, avoiding heat damage.
Air Bypass Valve
- Allows the blower to stay running while no vacuum is being called for.
- Ensures long pump life and minimal maintenance of blower.
Compatible with Maguire LowPro Receivers